

Key Takeaways:
- Leaks can be detected by listening for hissing sounds, using soap and water on specific components with the compressor running, or employing ultrasonic leak detectors that identify both audible and inaudible leaks.
- Commonly leaking components include air hoses, tubes, connectors, and drain traps that should be inspected for loose connections, rust, cracks, and buildup.
- A proactive leak detection and repair program can reduce air loss to less than 10 percent of compressor output and prevent the significant energy costs associated with larger leaks.
If you hear a telltale hiss coming from a component in your air compressor, you might not realize how much damage it’s causing your system and your bottom line. Air compressor leaks can be incredibly costly, not just in terms of money, but also through productivity and efficiency. Compressors use a lot of energy. It takes about 7 to 8 horsepower (HP) of electrical power to produce 1 HP of compressed air power.
With such high energy demands and effects, it is essential to keep your compressed air system running at peak performance. So, are you aware of how to fix leaks in air compressors if the problem arises?
Knowing how to find a leak in an air compressor and how to fix and prevent leaks in the future can offer enormous benefits for any company that regularly uses an air compression system. Keep reading for more information about finding, fixing and preventing air compressor leaks in your industrial operation.
The Cost of Air Compressor Leaks
An air compressor leaking air can easily make up a significant amount of wasted energy in industrial facilities and can reach 20 to 30% of an air compressor’s output. That means 20 to 30% of all the money you put into your air compressor in the form of utilities is going down the drain — or more aptly, up in the air. With a proactive leak detection and repair program, facilities can reduce leaks to less than 10% of the compressor’s output. Depending on the size of your system and facility, air leakage elimination can be a massive saving and improvement to your bottom line.
Let’s take a look at an example. If a facility has 30% leakage in a 200 HP system, then 60 HP is lost due to leaks. At the national industrial average cost of about seven cents per kilowatt-hour (kWh), this leakage adds up to over $31,000 in wasted electrical energy every year. Many refer to the cost of compressed air as “the fourth utility” for industrial facilities since it is such a significant part of their budget. Air leaks add to this cost.
In addition to the financial downsides, air compressor leaks can affect business operations due to:
- Productivity losses: If your tools aren’t getting the right amount of air, they aren’t going to work as effectively. It may take employees longer to get a task done due to a lack of power, or they may struggle to get the results they need. Either way, productivity takes a hit.
- Higher downtimes: With air compressor leaks comes air compressor repair. The more your system is down, the less you can get done. Maintenance takes the place of production time. Whenever this occurs, your production assets have poorer utilization and a lower return on investment.
- Unnecessary capacity addition: If you need more compressed air than your leaking system can support, you may end up adding more capacity to compensate for the leaks. This addition increases your electricity bill and can wear out your system more quickly. Plus, if leaks cause a loss in production time, you may have to spend more on additional production equipment to increase production capacity.
One more area that gets hurt by leaks is the air compressor itself. Your machine can suffer in a few different ways if it is leaking. The overall system life is reduced since leaks put a higher air demand on the compressed air system than what is actually needed. The compressor then must cycle more frequently and run longer, which reduces the useful life of the system. Usually, facilities with high air leakage need to replace their compressed air systems more regularly. As a plant deals with reduced equipment life, they typically spend more time and money on maintenance as well. Longer runtimes and demands increase maintenance needs too.
What Causes a Leak in a Compressed Air System?
To understand how leaks work in a compressed air system, let’s look at the impact of a leak from a systemic point of view. The flow through a leak is similar to an orifice in that the flow is determined by the pressure immediately upstream of the opening. The pressure drops in the line supplying air to the leak based on the line’s ability to support the rate of flow.
For example, the air flow across a ¼ inch orifice at 90 PSIG is 94 SCFM but the flow through ten feet of ¼ inch I.D. copper tube at 90 PSIG will be less than 40 SCFM because the pressure will drop to 35 PSIG in the tube. If you attempt to raise the pressure at the discharge of the tube, the flow increases and the pressure will not rise at the discharge as fast as it does at the inlet to the tube.
Similarly, leaks in an air system make it impossible to equalize pressure in the air system. When a new user enters the system, it is called a demand event. The air to support the event is removed from the header, which causes the pressure to drop in the header from the application back to the compressors. The size of the drop in pressure is a function of the size of the event, the transmission time from the application back to the compressors and the capacitance of the system.
As a result of increased delivery to the system, the pressure in the system will rise. As the pressure rises, the demand for air in all unregulated users, such as leaks, open blowing and users with the regulator completely open, will also rise. This process is known as artificial demand, and it prevents the compressors from being able to equalize the pressure throughout the header. As a result, the supply side of the system is unable to equalize pressure which causes a drop in pressure on the demand side.
How to Find an Air Compressor Leak
One of the most straightforward ways to check for a leaking compressor is to listen for it. Establish a regular leak detection program in which someone walks the plant during a non-production period to listen for leaks with noticeable sound. Of course, not all leaks are audible to human ears, and many plants or production lines do not have regular shut-down periods. For these reasons, an industry best practice is to use ultrasonic leak detectors.
Ultrasonic leak detectors are sophisticated tools that accurately detect leaks, whether they make a noise audible to humans or not, within loud production environments. Combinations of directional microphones, amplifiers and audio filters allow them to identify high-frequency hissing sounds produced by air leaks. With advances in technology, these units have become highly compact and portable. Investing in one can help improve your air compressor leak detection methods. To use an ultrasonic leak detector, an operator will walk the plant with the unit in hand. Headphones or displays within the detector signal the operator to the precise location of the leaks.
By listening closely or using ultrasonic leak detectors, you can more effectively find leaks. They can appear throughout your compressor system, and some components can also be checked in other ways:
- Air hoses: With the compressor powered off and its cables unplugged, lather up some hand soap along the hoses. Power the system on, and look for bubbles in the soap to indicate the location of the air leak.
- Tubes: The metal tubes that link up certain parts of air compressor systems can also start to leak. Look for loose connections, rust or cracks within these tubes.
- Connectors: Connectors are a common place for leaks to spring up. Check their condition and listen for wheezing noises.
- Drains and condensate traps: Any loose components or buildup can indicate problems with airflow and system health. Maintain them and consider a replacement if they start to gather sludge or rust. If your air compressor is leaking water, it could be due to a bad drain.
Check every component you can for wear and tear or any visible breaks in a seal. Connecting devices are especially vulnerable to leak-causing problems.
Don’t forget to prioritize certain leaks. After you perform an air leak audit, you may find several leaks of various sizes, but some may be costing you more money than others. For instance, in one example, 10 leaks cost a company over seven times the amount that 100 leaks of a smaller diameter did. The 10 leaks were one-quarter inch in diameter while the 100 leaks were 1/32 of an inch around. These 110 leaks would cost $44,387 annually, with the quarter-inch leaks claiming $38,776 of that. Consider the size of your leaks and address the largest ones first to maximize your savings.
To gauge the effect of an air compressor leak, you can measure your plant’s leak load. To do this, operate the compressor in a load/no-load or start/stop mode. Record the time it takes to load and unload the compressor. It will load or unload based on the demand of air driven by leaks in the system. Record these times and compare them to the compressor’s capacity.
If T1 is on-load time in minutes and T2 is off-load time in minutes, use this equation to find your total percentage of air capacity wasted to air leaks:
- Total leakage percentage = [(T1*100)]/[(T1+T2)]
Aim for a leakage percentage of less than 10%. Some facilities with poorly maintained systems can reach as high as 50%.
Common Leak Problem Areas
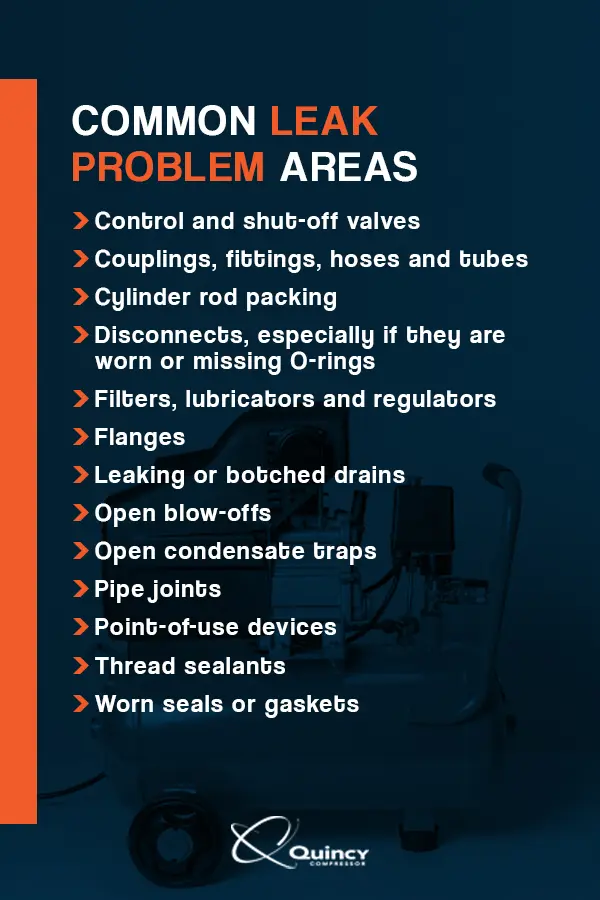
Leaks can happen throughout a plant — from the source of compressed air to the distribution pipes and the point of use. While it is important to pay attention to the whole system, some areas deserve a little extra care.Some of the most common problem spots for leaks include:
- Control and shut-off valves
- Couplings, fittings, hoses and tubes
- Cylinder rod packing
- Disconnects, especially if they are worn or missing O-rings
- Filters, lubricators and regulators
- Flanges
- Leaking or botched drains
- Open blow-offs
- Open condensate traps
- Pipe joints
- Point-of-use devices
- Thread sealants
- Worn seals or gaskets
Another common place to lose compressed air that isn’t technically a leak is through misuse. If employees use air for a purpose it was not intended for, such as a blower for cleaning or to cool electric control panels or cabinets, they create another source for energy loss. Identify these alternative uses and have employees use more efficient, appropriate tools for the job. These tools may include engineered nozzles, explicitly designed for the task at hand, or cooling units intended for electrical panels or cabinets. They consume less energy and can help remove some of the load from your air compressor system. In addition, make sure tools are well-maintained so that they can use air power effectively.
One area that could be tricky to identify is diaphragms. Diaphragms exist inside several components of an air compressor system, and you may need to follow a process of elimination to find out what parts are failing. Diaphragms can become cracked or worn and may need replacing. You can find them in places like the regulator, pressure switches and more.
How to Fix a Leaking Air Compressor
Once you find a leak, quickly repairing it is the next step. If your leak is at a place like an air hose connection, coupling, seal, gasket or control or shut-off valves, you might be able to fix the leak by tightening the connection. Tightening parts is one of the most straightforward ways to fix air compressor leaks. Of course, it’s not always this simple. Other times, leak repair is more complicated and costly, especially if you want to prevent problems in the future.
High-quality parts are expensive, and, unfortunately, many companies opt for cheaper parts to save money. We consistently see that investments in higher-quality parts, like fittings, tubes, hoses and valves, pay off in the long run. These high-quality parts tend to see fewer leaks and less downtime. Upgrading to quality parts can help reduce air leaks and other maintenance problems in the future. If you need to replace parts, see if an upgrade is in the budget. It may save you money and time down the road.
Start by going over your whole system and see if you can fix any leaks by:
- Tightening connections: Anything that can become loose is a place where air can leak. Tighten your connections and secure any loose components.
- Repairing or replacing parts: Some components may be repairable. See if you can fix a part if the rest of the component is still in good condition. If a part is old, damaged or worn, it may be a better idea or a necessity to replace it.
Here’s how you can address leaks in different areas of your air compressor system:
- Hoses and tubes: Swap out the section with a leak for a new, well-fitted replacement.
- O-rings and valve seals: Replace any worn or damaged O-rings and valve seals, and ensure that they are all delivering outgoing air accordingly. Rubber parts can lose effectiveness as time, heat and pressure take their toll.
- Fasteners: Internally, the motor of an air compressor can become destabilized if screws come loose. Keep an eye on these fasteners and tighten any shaky or unstable parts.
In a similar vein, some old or poorly maintained tools can be a source of leaks. They may have weaker connections or be worn out from use, allowing more places for air leaks to occur. Replacing them with newer, high-quality models may offer improved performance and fewer leaks.

How to Prevent Air Compressor Leaks
Identifying and fixing leaks is the most obvious means of reducing compressed air costs, but it is also the least permanent reduction. Instead of continually repairing leaks, a more cost-effective approach would be to take preventative measures. Taking some time to perform simple maintenance tasks can save you significantly more time by keeping leaks at bay in the first place. Leaks create more downtime and may involve costs associated with new parts or repairs.
By following a strict schedule and training employees extensively, you can more readily avoid the costs associated with air leaks and compressor maintenance. Here are some of the things you can do to prevent leaks.
1. Develop a Maintenance Schedule

Create a plan and stick to it. Ensure that someone conducts a leak audit regularly and takes records afterward. For instance, any leaks found should be labeled and logged in your records or maintenance information system. Pay special attention to any problem areas or components that may be wearing out.
Some plants schedule leak repairs in line with their air compressor service schedule. For example, say you have quarterly scheduled maintenance for your air compressor. Then, you can visit areas of past leaks and identify and repair new leaks at the same time. Over time, new leaks and further misuses will continue to appear, and identifying and addressing them consistently is essential.
A good preventative maintenance approach should include:
- Identification: Check for leaks regularly and find their exact locations. This check also includes tagging the leaks.
- Repair: Repair the leaks as they appear with sufficient methods that will contribute to preventing leaks in the future, such as higher quality parts.
- Verification: Test your system and ensure that your leaks have been followed up with and fixed.
2. Employee Training

Involving employees is key to proactively identifying new leaks and staying on top of air compressor leak repairs. They are consistently working with and around the tools that could indicate leaks, so they are one of your best sources for finding issues. Educate employees on the cost of air leaks, so they share the same concern as you when it comes to identifying and fixing those leaks. Develop a team-wide sense of responsibility that gets everyone aware of leaks and the problems they cause. Some facilities incorporate One Point Lessons around identifying and reporting leaks as part of their start-of-shift activities. Other, more detailed training sessions can also help.
As with any management program, you need to communicate often to engage your team members. Consider incentivizing employees for identifying and reporting leaks. You can get more people involved and help sustain the improvements you are making. Rewards can include recognition, prizes or monetary awards.
Air Compressor System Leak Maintenance
Air compressor leak maintenance requires ongoing, continuous awareness. Leaks can spring up anywhere and at any time, so you and your employees must be alert for any issues. Developing a consistent leak maintenance procedure can help your facility in many ways. It can:
- Reduce downtime: Repairing leaks typically comes with downtime, so preventative maintenance can help you avoid this and prevent more significant issues that can result from them.
- Improve efficiency: When you remove leaks, you improve the efficiency of your system, which makes tools run better since they receive the appropriate amount of air pressure. You may get tasks done faster or more easily, improving productivity as well.
- Reduce energy costs: In another form of efficiency, a well-running system can more appropriately use all of the electricity it pulls. Since your capacity is more efficient, you won’t need to set it as high either and can reduce usage there. Minimizing unused air lost through leaks can save you a significant amount of money on utility costs.
- Save money: With less downtime and fewer repairs, your system can keep moving, boosting your revenue generation. You might not have to pay for as many costly fixes and can reduce the time spend with the compressor off while you fix leaks.
- Add reliability: In an industrial facility, downtime can cost you thousands. With a consistent leak maintenance schedule, you keep your machines running continuously and can rely on them more than you would a system that crashes all the time. You can worry less about performing repairs and more about running your plant.
In addition to developing an ongoing leak maintenance program, you can also take measures to set your employees up for success. Provide them with quality equipment that will last and won’t break on them every few weeks. Plus, better tools are likely to be more efficient and may use air power to achieve better results. You could also review your pressure usage and ensure that you are only using what is necessary. Excessively high pressures can wear out your components more quickly, so only use what is needed to extend the lifespan of your system.
One important thing to remember is that a good process improvement program involves knowledgeable people, effective approaches and appropriate tools to achieve its objective. It also requires more than just a one-time fix — leak prevention and repair will need to occur regularly.
It takes a total team effort to drive and sustain these process improvements. Educate your plant employees on why it’s critical to address air leaks and ensure that air compressor maintenance is up-to-date. Show them how to repair and prevent air leaks, and give them the right tools to detect, repair and manage leaks efficiently. You will reap more than just monetary savings. You’ll also develop a more responsible culture and team-centric morale among your employees.
How to Control Leaks in Air Compressors
While repairing leaks is a good short-term solution, repairs may only be temporary as the problem will often return within a few weeks. When leaks are repaired, the pressure that was previously escaping is now contained. However, this can lead to an increased flow through smaller leaks that may have been undetectable previously.
As the pressure has now increased from the bigger leak repairs, the air may now escape at an increased pace through these smaller leaks. As a result, these small leaks worsen and can even become enlarged, ultimately causing the compressed air system to require repair again. In other words, repairs have the potential to create a vicious cycle that constantly requires big repairs.

Air Flow Controllers
The long-term solution to these problems requires controlling the demand pressure with extraordinary resolution so that decreases in leak load will not cause increases in localized pressure. Currently, the only device or tool available to resolve this problem is an air flow controller.
An air flow controller uses precise control of a very low differential control valve to expand the air from the supply pressure down to the lower demand pressure without a detectable loss of energy. Constant pressure is achieved by controlling flow to continuously match the demand for air. Typical air flow controllers use electronic PID-controlled valves with a manual bypass circuit.
Air flow controllers work by separating the supply side of the system from the demand side of the system. Flow controllers allow the system to maintain higher pressure on the supply side, creating effective storage that the expander can use to respond to changes in demand. This response can happen in fractions of a second, meaning increases in demand can be met without needing additional horsepower.
Once the system is controlled with the help of the air flow controller, the rate of leak growth will be limited as much as possible. Overall, the goal is to minimize the labor costs of repairing the leaks and maximize the reduction in online compressor horsepower.
When creating a successful controlled system, keep the following in mind:
- The maximum and minimum system demand
- The size of the largest demand events
- The rate of decay upon failure of the largest compressor
- The capacitance of both the demand and supply systems
- The longest transmission time of large events
Unfortunately, leaks are inevitable in a compressed air system. While the cost of supporting leaks in a system makes a leak management program appear attractive, the efforts to repair or control the level of leaks may actually increase the rate of reoccurrence. Fortunately, the proper application of system controls, such as a flow controller, can make leak control a manageable and financially attractive effort.

Air Compressors and Parts That Last From Quincy Compressor
Leak prevention is no simple task. It requires an ongoing and continuous approach to maintenance that involves employees on every level. All that work is worth it, though, when you consider how much these leaks can cost you. With efficiency losses that can reach half of your air demand, minimizing leaks is essential to your productivity, your capabilities and your bottom line.
We’ve mentioned how much high-quality parts, such as air flow controllers, can help. They require less maintenance, can last longer and offer improved performances. Quincy Compressor is your source for replacement parts and equipment that stands up for years to come. With a variety of service plans and high-end air compressor systems, facilities of all types turn to Quincy Compressor for their airpower needs. If you find an air leak and need to replace a part or even the whole system, we can help. Find your nearest location to reach out to a representative for more information.
Last Updated on June 15, 2023 at 3:20pm